news


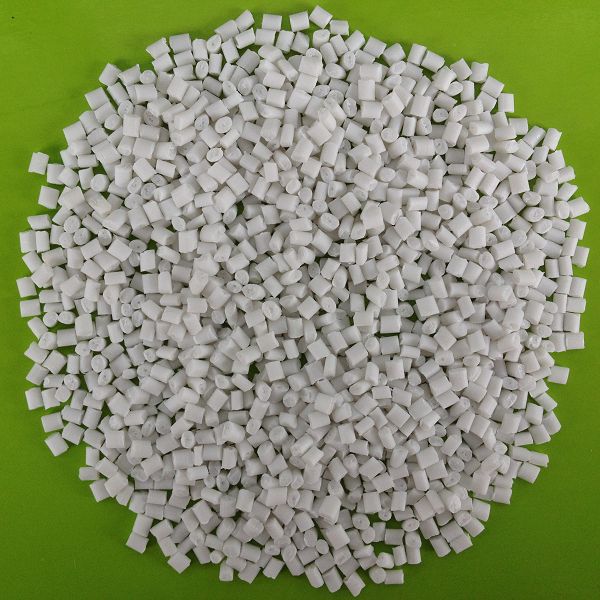
塑料降温母粒是专为塑料制品在加工制造过程中;降低其产品树脂的粘度;以及防止产品树脂在较高温度加工时会破坏其产品树脂性能和其他树脂特性而研发开拓的一种...
 日期:2026-07-21
日期:2026-07-21


在塑料工业追求更高性能、更优外观与更低综合成本的发展趋势下,成核剂母粒作为一种高效的塑料加工与改性助剂,其重要性日益凸显。它能有效提升制品的透明度、...
日期:2026-07-20



 400-085-0996
400-085-0996 